
Optimizing Manufacturing Efficiency: Plastic Molded Concepts (PMC)
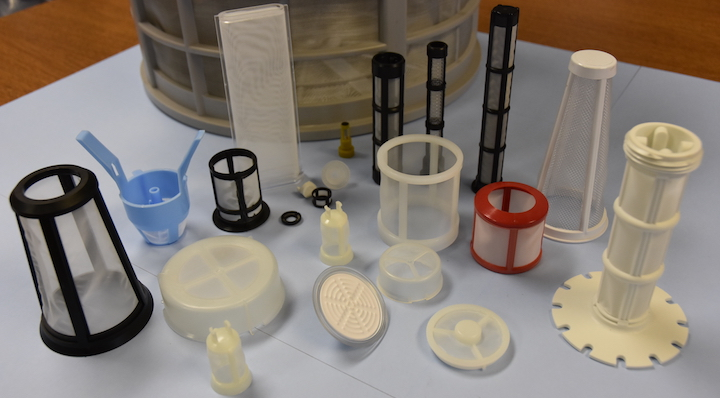
Plastic Molded Concepts (PMC) is one of the very few plastic injection molding companies that uniquely specializes in molding with engineered resins. The company develops and produces mission-critical parts for aerospace and defense, medical, filtration, electronics, and food and beverage industries. “We seek products that everyone else has had trouble with,” founder and CEO Larry Floyd says. “I am always fascinated by how few people in plastics care enough to invest in technology and yet keep running into products they can’t make. We are especially involved in continuous education at all levels of our company.”
Floyd founded the Eagle, Wis.-based company in 1975 after years of experience in manufacturing and servicing injection molding machinery, and manufacturing for two parent companies that needed injection molded products for aerosol valve components. The original concept for PMC was to prototype new products, which was born out of Floyd’s relationship with Baxter International, a Fortune 500 American healthcare company based in Deerfield, Ill. “We filled a niche by making prototypes with aluminum molds to get their product on the market,” Floyd remembers. “Developing prototypes for Baxter and many others led to building production tooling and creating model parts for them. We grew from one machine to 40 machines today.”
In 1978, Floyd brought in a longtime friend, Bert Bodnar, who worked for Baxter and for whom PMC was making prototype molds. For 20 years, the pair worked together until Floyd had to sell the business in order for his friend to retire. “In 1993, the business was sold to FilterTek, which made filters for the medical and automotive industry,” Floyd says. “FilterTek was owned by Schawk Graphics who bought us and FilterTek to diversify. On Thanksgiving, I received a call from Clarence Schawk who wanted to meet the next day. His opening line was, ‘We are going to sell you.’ He told me he’d let me buy the company back and arrange the deal, so in 1996 I bought the company back.”
From that deal, PMC acquired all FilterTek’s short-run low volume molding customers, and all the tooling and machinery required. PMC has continued to grow the filter business to about 20 percent of its overall operations. PMC has significant presence in aerospace and defense markets, foodservice and filters/screens in almost every market that handles gas or fluids. “We have made it our business to have a very wide diversity in markets,” Floyd notes. “We like to keep it that way because no one can hurt you if they leave.”
Quality Control
PMC manufactures out of its 88,000-square-foot facility in Eagle that sits on 18 acres. The facility has been expanded three times since it was built in 1987. The company continues to invest in its facility and technology to take on the “crazy jobs no one else will do,” Floyd says. “We see a market niche in our industry and have gotten so many jobs from other people who didn’t take the time to utilize the information out there to do a job correctly. When I say that, what I’m really talking about is many of these “troubled jobs” came from companies that had technical people who failed to read the technical specifications and the processing information. I have written about such jobs on our website www.pmcplastics.com that can be found under the resources tab and selecting case studies.”
For example, when PMC took on a customer in the aerospace industry, they had 17 products in 15 different molding houses, but couldn’t get the quality they needed for every day dependability. “We took their projects on and solved all the molding problems,” Floyd attests. “The technology in our world has been developed. Two guys who came out of the General Motors Institute of Technology developed a cavity pressure sensing device transducer to monitor and control plastic pressure in cavities. It became a game-changer because in plastics, no matter how sophisticated the machine is or how terrific it repeats, you never seem to get the same parts close enough dimensionally, unless you control the cavity pressure by limiting the length of time and amount of pressure in the cavity.”
This fascinating technology has been around since 1970. “I venture a guess that less than 5 percent of our industry is using this game changing technology. I was once selling this technology before actually starting PMC,” Floyd notes. “One thing for sure is, if the president or CEO of a plastic injection molding house doesn’t understand what is really at stake by not using this technology or care to use it, then nobody else in his organization will use it either. The reason is that there is training and understanding that needs to come first. There must be a commitment to learn and apply the use of this technology.
“There are many reasons to use this technology in addition to holding tolerance on a molded part. There is huge savings to be realized in energy, material, mold damage prevention and of course better overall product,” he continues. “When you actually get people trained to use closed loop cavity controls, you will find out that it is so much easier to get the jobs running this technology to make the same parts every time you set up the jobs to run the next time. Wouldn’t you rather have a technician that knows what will happen when he or she twists the knobs and dials as opposed to one that has to experiment their way back to the good parts they once had?”
PMC uses the cavity pressure sensing device to give it the ability to mold to much tighter tolerances. “That’s one way we solved the molding issues the customer had,” Floyd says. “We also purchased several coordinate measuring machines that are good at measuring geometric tolerances to assure us whether or not we are in spec or not. When we sell military products, for example, the majority of their parts go out the door with a serial number on every part that proves it was in spec when it was shipped – every product is in spec when it leaves or it doesn’t leave.”
Very early on in the company’s first years with its largest military Tier I customer, PMC’s quality was recognized and was treated to a Gold Preferred Supplier Award. PMC has maintained its relationship for more than 14 years. “The resin people supply a spec sheet that shows part properties of the resin and a process manual that gives you a guide on how to dry the resin, how much drying it takes and melt temps to operate the machine at to get the resin to melt properly,” Floyd explains. “We acquired our military customer’s business by developing solutions solving their processing problems. There’s always a race between who can run it faster because that drives the price down, but if you aren’t careful you will make junk. The customer expects you to know how to process the chosen resin to achieve part properties that insure longevity in the finish part.”
There are many products that cannot be molded to a desired tolerance without the help of post molding operations. PMC spent $100,000 to build a secondary machine that would hold the molded parts in a cooling/sizing fixture to all the molded parts to hold to a specific set of dimensions of size and shape to later be put into a four-axis milling machine to machine the part dimensions to spec. “We deliver parts, each with a serial number, that’s proves the parts were in spec before leaving our facility,” Floyd emphasizes. “Our return from our output from all our customers is about two-tenths of one percent. Internally, we have about 1.2 percent rejection rate and it all comes down to process controls.”
Optimizing through Automation
In 2017, PMC was hit hard by the labor shortage in the manufacturing industry and turned to automation to solve the operating problems that came as a result. “We are in that situation in the world where you can’t find enough people, let alone qualified people,” Floyd says. “In the middle of 2017, we realized we didn’t have enough people and blew our entire profit that year spending money on employment agencies to find people. We struggled to stay profitable and started falling behind on delivery of products – 10 percent of business was late and we said, ‘OK, this is a permanent thing and we have to automate.’”
Of course, everyone was chasing that government suggestion of a “living wage” for even entry level people and the old fun game of “musical chairs” began, Floyd says. “I held a series of company-wide meetings to explain that if we are going to pay $15 per hour for entry level, then our training programs are going to require that even entry level people are going to have to be willing to take the training that makes them worth what they are being paid,” he adds. “This new level will require learning enough about automation that one would need to learn how to restart a robot that has stopped for any number of reasons. Our goal is to have quality people on every shift being skilled at many other duties not seen previously in their job descriptions.”
Plastic Molded Concepts 3PMC purchased many stationary robots that remove parts from the molding machines. The company is now designing automation equipment that will be used to transform its whole manufacturing operation this year. PMC is looking at MiR mobile robots that can collect product from all over the plant. The robots will be bringing these parts back to a main work cell all day long. This work cell will allow the company to do all the quality and post molding work, including packaging and disposition to inventory from this work cell. By the end of this year, PMC plans to have operational this concept of a main work cell where all the reduced operator staff will work together to complete the entire day’s production all the way through to inventory for shipments.
“Operators will no longer run a machine,” Floyd explains. “They will sit in an area together that will be environmentally controlled, very well lighted and contain all the equipment that can be used for all post molding operations. If you think about it, a person stands by a machine and takes the part, closes the gate and the machine recycles for another period of time most of which is wasted time waiting. During that time, they are doing nothing until the machine delivers the next part. Instead we will have the robot(s) take the part from the machine and place them in a box that will automatically signal the MiR robot to deliver these parts to the main work cell.
“The idea is to ascertain all the wasted time in the factory and collect it all in a cell where everyone works together to complete the remaining post molding tasks. No one will be wasting time waiting on parts to come out of mold,” he continues. “We compute that we can reduce at least one-third of the direct labor population. This will allow the higher wages and more of the savings to return to the bottom line for use in our expansion of automation programs.”
During a test run with one of the MiR mobile robots, PMC programmed it to do something and in two hours it was doing the task. “Our engineers walk up and in 20 minutes know how to program it,” Floyd says. “It’s not hard to get it going; what’s hard is to decipher how you want the robot to do the work and that’s where the engineering takes place. We have been at this for a year now, and have created an automation department to get this going. What we learned is which robots to buy and which robot is best suited for the job.”
Manufacturing in the United States will undergo automation transformation over the next five years, Floyd says, and notes that it will completely change the demand for labor. “The entry-level positions won’t be around anymore,” he explains. “We will have to train the machine operators to become qualified technicians on how to handle the robots. The operators we have will be in the work cells and trained on quality, how to measure parts, machine parts and do more advance post molding task than they are doing at the molding machine.”
PMC has spent $400,000 recently on new equipment and over the next couple of years, plans to invest in a program for the replacement of machinery in addition to adding robotics. “We are always in a state of continuous improvement,” Floyd says. “I’ve been doing this for 45 years and the economy throws you something new every year. This year, the goal is to have an entry level wage of $15 per hour. We already have programs to get to this wage, however, we must insist that some early training be done before these wages are possible. This new population of workers is very different. What I see now is a host of people that have never held a job, however they want to begin working and expect to see wages that they are neither qualified for nor is the industry prepared to pay. This will cause inflation throughout this industry as we work to bring this into practice.
“What I see in the future is a massive automation program to bring the notion of an entry level wage to a level where there will not be any such thing as an entry level job as we have now or will be seen in the future,” he continues. “The entry level wage will be at the very least, a technical job with either a college level education or a technical level education only found in the best of the technical education institutions. There may well be a new level of unemployment that will tax our welfare systems in the future. The race is on for a whole new definition of entry level jobs.”